
Should you choose dry milling? Or wet milling?
time2022/06/28
- The milling operation is essentially an intermittent machining process. This causes the temperature at the cutting edge to fluctuate constantly between high temperatures (about 1000 °C) and low temperatures.
Should you choose dry milling? Or wet milling?

The milling operation is essentially an intermittent machining process. This causes the temperature at the cutting edge to fluctuate constantly between high temperatures (about 1000 °C) and low temperatures.
01 Influence of cutting fluid
Temperature changes are exacerbated as the cutting edge cuts in and out. As a result, the cutting edge is exposed to thermal shock and cyclic stresses, which lead to possible cracks and, in the worst case, premature end of the useful tool life.
The higher the temperature in the cutting area, the less suitable it is to use cutting fluids.
In finishing operations, the use of cutting fluids does not shorten tool life as much as in roughing due to the reduced heat generation.

Hot cracks on the cutting edge
02 Dry Milling
Dry milling increases the life of the cutting edge. Temperatures do vary, but remain within the design range for carbide grades.
Rough milling operations should always be performed without the use of cutting fluid.
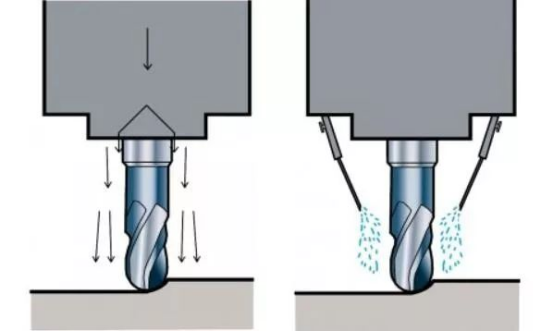
03 Wet milling with cutting fluid
There are some exceptions when cutting fluids should be used:
1) Stainless steel and aluminum alloy finishing - for preventing metal particles from sticking into the surface structure
2) Milling of superalloys at low cutting speeds - for lubricating and cooling parts
3) Cast iron milling for wetting and flushing dust to protect the environment and health and ensure part accuracy
4) Milling of thin-walled parts to prevent geometric deformation
5) When machining deep cavities, a minimal quantity lubrication system (ie, compressed air containing a small amount of special oil) can be used to assist chip removal.
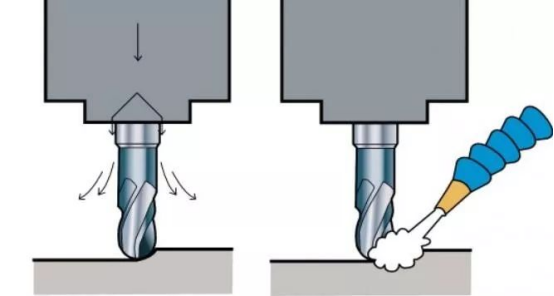
Use compressed air and oil mist
In MQL systems, the "oil mist" is only a few milliliters of oil per hour and is expelled through a normal filtered ventilation system.
Use high flow inner and outer coolant
If wet milling must be performed, a sufficient amount of cutting fluid should be used.